|
|
|
注射剂生产设备的使用与维护
发布时间:2025/2/24 浏览次数:109
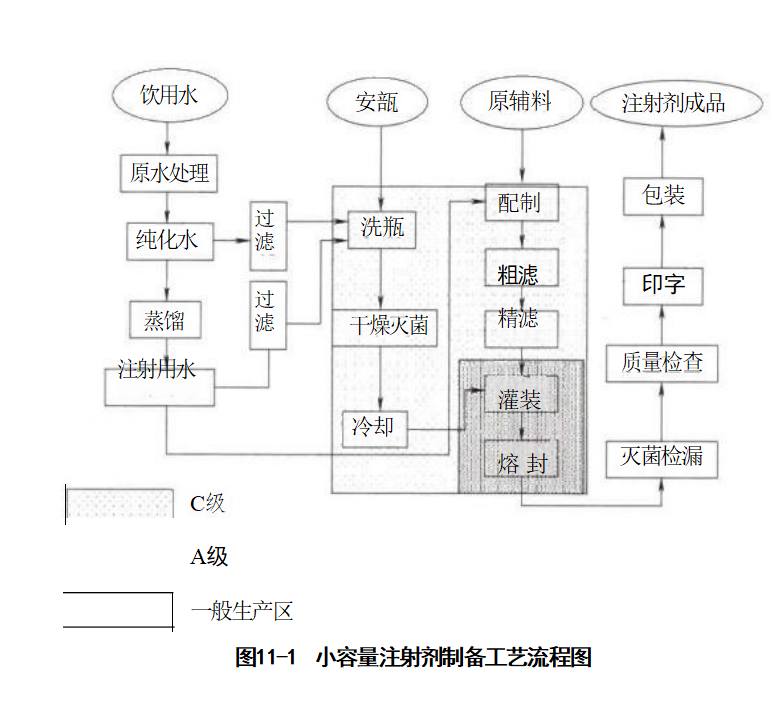
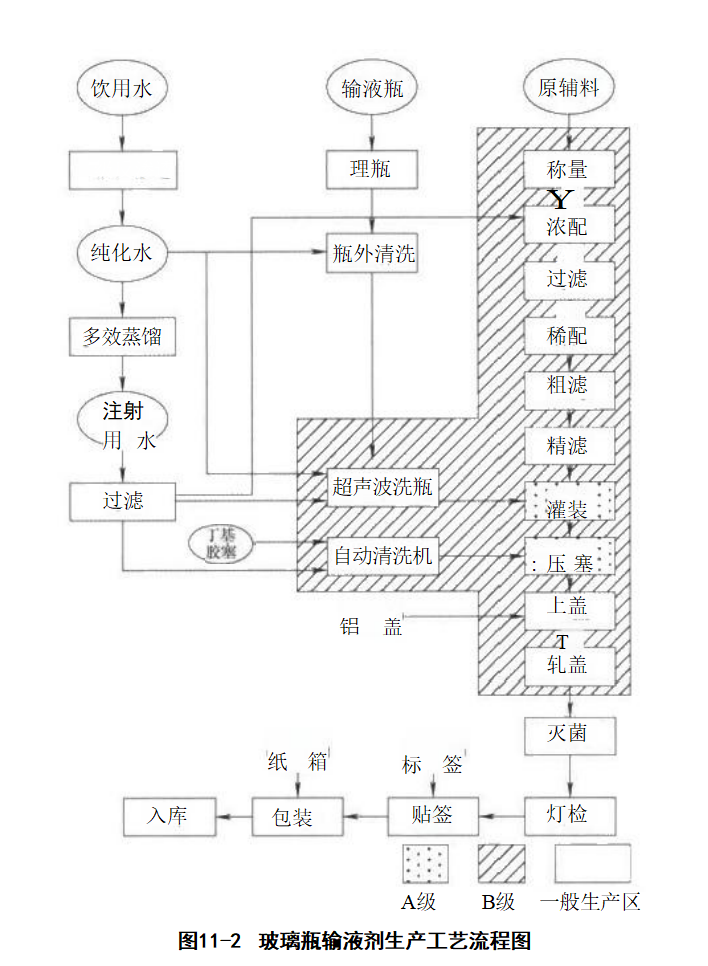
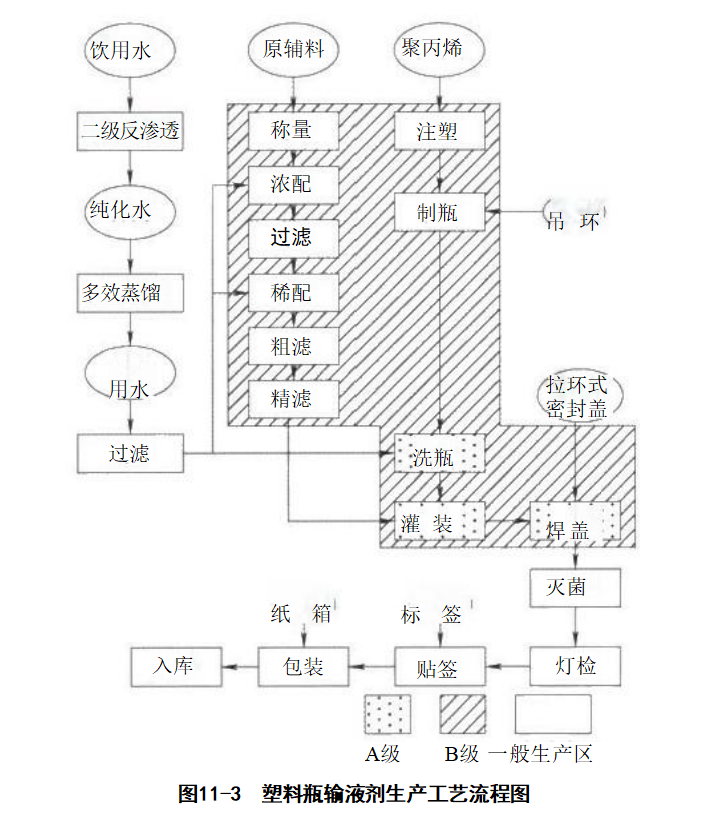
注射剂是指将药物制成无菌溶液、混悬液或临用前配成液体的无菌粉末等供注入人体的制剂,是医疗上广泛使用的制剂。注射剂为无菌制剂,根据其生产工艺的不同,又分最终灭菌药品与非最终灭菌药品。由于注射剂直接进入人体组织或血液,因而吸收快,作用迅速可靠。与其他剂型相比,注射剂质量要求高、生产过程控制严格。常见的注射剂生产工艺流程如图11-1~图11-3所示。
一、认识设备 (一)主要结构 主要由药液配制设备、洗瓶设备、灌装封口设备、干热灭菌箱(隧道烘箱,见图11-4)、湿热灭菌箱等构成。 (二)工作原理 注射剂属于无菌产品,除了对药液要求无菌以外,注射剂对其容器安瓿也同样要求洁净无菌(尤其容器内壁)。因此,安瓿必须经过严格的清洗、高温灭菌处理后才能被应用。处理合格的药液和容器经过灌封操作后成为一体,在此过程中,要求灌装量要准确、封口应严密圆滑,并严格避免污染。这些要求对相关设备的工作性能提出了较高的要求。 (1)超声波洗瓶机:利用超声波的“空化”作用所产生的摩擦力,通过水气交替喷射安瓿的内外壁进行清洗,从而清除安瓿内外黏附较牢固的异物。 (2)灌封机:安瓿通过送瓶机构进入灌装工位,灌装机构将药液从贮液罐中吸入针筒内,并定量输向针头,完成灌注药液后,安瓿经由移动齿板移至封口工位,安瓿的瓶颈部位经过火焰灼烧后熔融,拉丝钳随后夹住瓶颈,完成封口。
二 、操作设备 (一)安瓿的清洗和灭菌 1.洗瓶 
工作时,安瓿全部以口向上方向整齐排列于安瓿盘内,在冲淋机传送带的带动下,进入隧道式 箱体内接受顶部淋水板中的纯化水喷淋,使安瓿内注满水,再送入安瓿蒸煮箱内热处理约30min,经蒸煮处理后的安瓿趁热用甩水机将安瓿内水甩干,安瓿甩水机最佳转速应在400r/min左右。
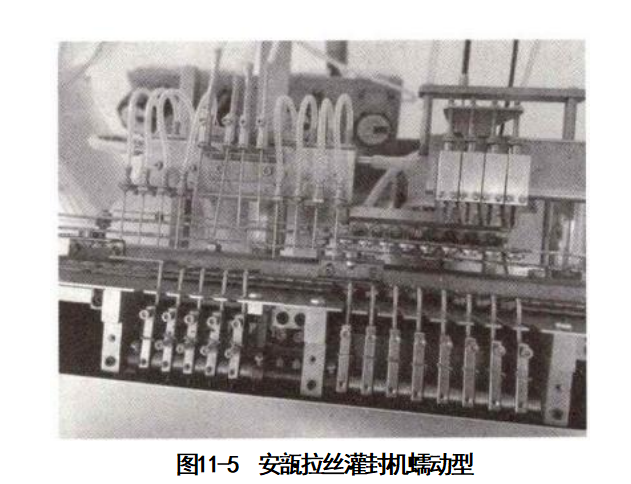
2.灭菌 安瓿洗涤后虽然已经过甩水或压缩空气处理,但仍无法保证其内壁完全干燥,同时安瓿经淋洗只能除去尘埃、杂质粒子及稍大的细菌,还需通过干燥灭菌去除生物粒子的活性。常规工艺是将洗净的安瓿置于350~450℃之间,保持6~10min,达到杀灭细菌和热原及安瓿干燥的目的。 (二)注射液的配制 1.原料投料量的计算 (1)按有效成分或有效部位投料,可按百分浓度表示:适用于有效成分已明确,并已提取出单体者,可注明每毫升注射液内含单体多少克、毫克或微克。例如丹皮酚注射液每毫升含丹皮酚5mg。 (2)按总提取物的百分浓度或每毫升含总浸出物的量表示:适用于干燥提取物(未制成单体的)配制的注射液,例如毛冬青注射液每毫升中含毛冬青提取物18~22mg。 (3)按每毫升注射液相当于多少克中药材来表示:适用于有效成分不明确的中药注射液,例如用200g中药材经提取精制后,配成100mL注射液,即ImL注射液相当于2g中药材。 2.配液用具的选择与处理 配液用具应采用由中性硬质玻璃、搪瓷、耐酸耐碱的陶瓷及无毒聚氯乙烯、聚乙烯等塑料制成的,不宜用铝制品。 3.配液方法 (1)稀配法:将原料加入所需的溶剂中一次配成注射剂所需浓度。本法适用于原料质量好,小剂量注射剂的配制。 (2)浓配法:将原料先加入部分溶剂配成浓溶液,加热溶解过滤后,再将全部溶剂加入滤液中,使其达到规定浓度。 4.改善色泽与澄明度用吸附法 使用吸附剂,如:活性炭、滑石粉等。配好注射剂,进行质检。 5.注射液的滤过 滤过是保证注射液澄明的重要操作,一般分为初滤和精滤。由于滤材的孔径不可能完全一致,故最初的滤液不一定澄明,需将初滤液回滤,直至滤液澄明度完全合格后,方可正式滤过,供灌封。 6.注射剂的灌封 灌封包括药液的灌注和容器的封口,是将过滤洁净的药液,定量地灌注到经过清洗、干燥及灭菌处理的安瓿内,并加以封口的过程。灌封过程包括安瓿的排整、灌注、充氮、封口等工序。灌封间是无菌制剂生产的关键区域,其洁净度要求特别严格,应达到A 级。 机器熔封:多采用自动安瓿灌封机,为顶端自然熔封。但目前多采用拉封法,大量生产时,操作方便,生产效率高。灌装与封口时,一些主药遇空气易氧化的产品,要通入惰性气体置换安瓿中的空气。常用的惰性气体有氮气与二氧化碳。 注射剂的灌封操作设备如图11-5所示。
7.注射剂的灭菌与检漏 (1)灭菌一般小容量的注射剂,大多采用湿热灭菌,100℃下灭菌30~45min;容量较大的安瓿可酌情延长灭菌时间。对热稳定的产品,可用热压灭菌。每批灭菌后的注射液,均需进行无菌检查,合格后方可移交下一工序。 热压灭菌法介绍如下。 ① 定义:系在热压灭菌器内,用高压饱和水蒸气加热使菌体蛋白凝固而杀死微生物的方法。该法具有很强的灭菌效果,灭菌可靠,能杀灭所有细菌繁殖体和芽孢,适合耐高温和高压蒸汽的所有药物制剂、玻璃容器、金属容器、瓷器、橡胶塞、滤膜、过滤器等。 ② 常用灭菌条件:116℃(67kPa)40min 121℃(97kPa)30min(生产企业最常用) 126℃(134kPa)15min ③常用热压灭菌器:手提式热压灭菌器、卧式热压灭菌柜。 ④注意事项: a. 必须为饱和蒸汽; b.必须将灭菌器内空气除尽; c. 压力表与温度表应灵敏,数值要对应; d.避免压力骤降,压力骤降或骤冷,容器爆裂、冲出物品; e.灭菌时间从全药液达温时算起,即应有预热时间、灭菌温度指示,一般250~500mL的输液预热时间为10~15min; f.灭菌完毕:关蒸气或停止加热→压力下降→放气→压力下降为零→稍开门(10~15min)→打开。 (2)漏气检查安瓿熔封时,有时由于熔封工具或操作等原因,少数安瓿顶端留有毛细孔或微隙而造成漏气。采用饱和蒸汽对安瓿进行加热灭菌,然后利用抽真空、通入有色水正压等方法进行检漏,检漏结束后用纯化水对安瓿进行清洗,并将染色的安瓿挑出。 (3)灯检利用全自动灯检机(见图11-6)完成对小容量注射剂的灯检审核操作,将有异物、有杂质等有质量问题的安瓿挑出。
8.安瓿灌封过程中的常见问题以及解决的方法 (1)冲液现象 ① 冲液:是指在灌注药液过程中,药液从安瓿内冲气溅到瓶颈上方或冲出瓶外的现象。 ② 造成的后果:容量不准、封口焦头、封口不严、药液浪费、污染设备及瓶口破裂等。 ③ 解决措施:将注射液针头端制成三角形开口、中间拼拢的“梅花型”针端,避免反冲 力;调节注液针头进入安瓿的最佳位置;改进针头托架运动的凸轮轮廓,加长针头吸液和注 液的行程,缩短不给药的行程,保证针头出液先急后缓。 (2)束液不好 ① 束液:是指注液结束时,针头上不得有液滴黏留挂在针尖上。 ② 造成后果:如束液不好,则液滴容易弄湿安瓿瓶颈,既影响注射剂的容量,又会出现焦头或封口时瓶颈破裂等问题。 ③ 解决措施:改进灌药凸轮的轮廓,使其在注液结束时返回行程缩短、速度快;使用有毛细孔的单向玻璃阀,使针筒在注射完成后对针头内的药液有倒吸作用;在贮液瓶和针筒连接的导管上夹一支螺纹夹,以控制束液。 (3)封口质量问题及解决方法 ① 焦头:a.需更换针筒或针头;b.选用合格的安瓿;c.调整、修理针头升降机构。 ② 泡头:a.需调小燃气;b.适当降低火头位置;c.一般摆动1°~2°;d.调整上下角度位置;e.将镊子调高。 ③ 瘪头:a.调节灌装针头位置和大小,不使药液外冲;b.回火火焰不能太大。 ④ 尖 头:a.把燃气调小些;b.调节中层火头,对准瓶口,离瓶3~4mm;c.压缩空气调小。 (三)维护与保养 1.超声波清洗机 每班应按清洁规程对水槽内从上部到下部清洗玻璃屑和脏物,检查针头是否堵塞,检查循环水、新鲜水水压和压缩空气气压是否正常,循环水和压缩空气过滤器滤芯是否堵塞、一有情况及时处理,并清洗或更换滤芯。 2.隧道灭菌烘箱 对烘箱内网带、箱体以及风管等处应按清洁规程每周彻底清洗一次,并清扫碎屑收集箱和冷却段的碎屑。网带宜使用酒精擦洗,箱体内和风管使用吸尘器捕集玻璃屑,以免产生二次污染。维护工作主要是对网带输送系统传动轮、减速机进行检查和润滑。 3.灌封机 影响灌封机卫生的物质主要有玻璃屑和药水,每班下班前应先用温注射用水冲洗设备表面、上下靠瓶梁、行走梁、挡瓶轨、灌注器及活塞等还应取下清洗。对pH偏低的产品,用温注射用水冲洗,并对冲洗后的水进行pH检测,应为中性,清洗合格。其清洗结果作为交班记录。维护工作主要是对上下靠瓶梁上的滚轮、轴承在清洗后注入少量润滑油。
|