|
|
|
压片设备的使用与维护
发布时间:2025/2/20 浏览次数:144
一 、单冲压片机 单冲压片机能将各种颗粒状原料压制成圆片,适用于实验室试制或小批量生产各种药 片、糖片、钙片、异形片等。单冲压片机是一种小型台式电动(手动)连续压片的机器,机上装一副冲模,物料的充填深度、压片厚度均可调节。可根据制剂要求选用各种形状的模具。 (一)认识设备 1.主要结构
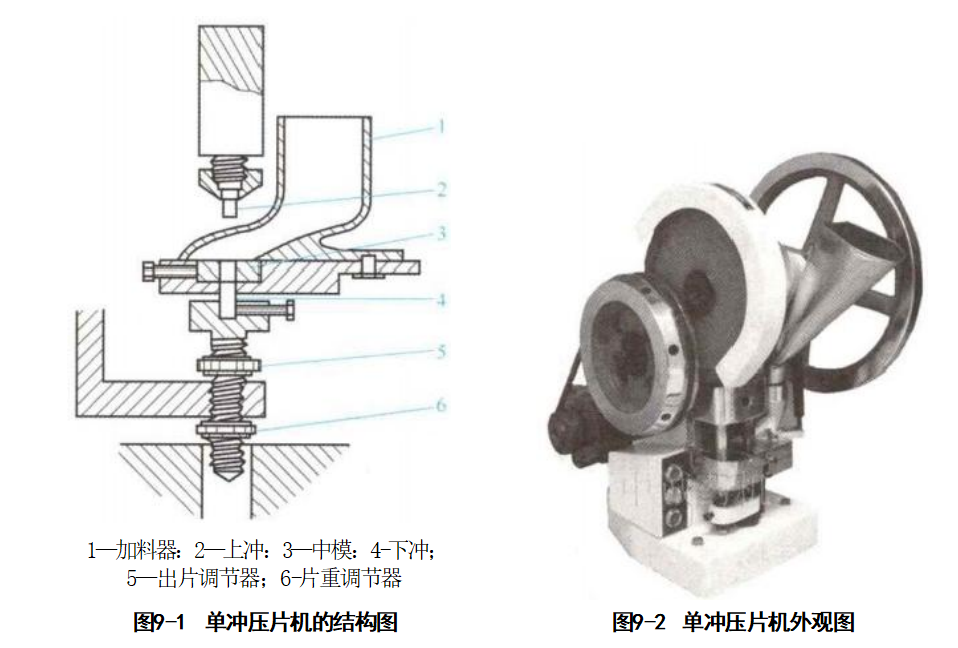
单冲压片机主要由冲模(一副:上冲、下冲、模圈)、调节器(三个:压力、片重、出片)、加料斗、加料器、手轮等部件组成,如图9-1、图9-2所示。
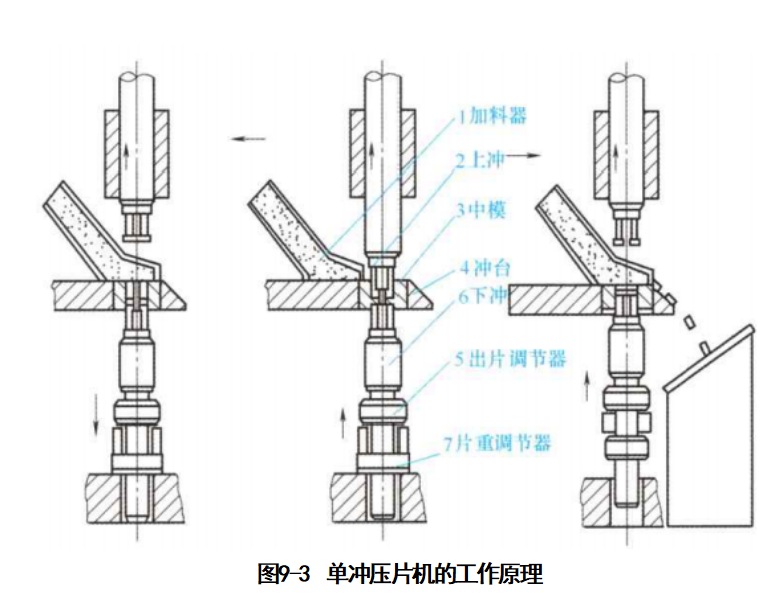
2.工作原理 单冲压片机的下冲的冲头由中模孔下端进入中模孔,封住中模孔底,利用加料器向中模 孔中填充药物,上冲的冲头从中模孔上端进入中模孔,并下行一定距离,将药粉(颗粒)压制成片;随后上冲上升出孔,下冲上升至与模台齐平将药片顶出中模孔,最后刮粉器将药片 推出,完成一次压片过程;下冲下降到原位,准备再一次填充。单冲压片机的工作原理如图 9-3所示。
3.压片特点 单冲压片机由一副冲模组成,压片时下冲固定不动,仅上冲运动加压。这种单侧施压的压片方式,压力分布不均匀,易产生松片、裂片等问题。单冲压片机的产量一般为80~100片/min, 适用于新产品的试制或小量生产。 (二)操作设备 1.使用方法 首先将设备擦拭干净,选择合适的冲模进行安装。 (1)冲模的安装 ①安装下冲:旋松下冲固定螺钉,转动手轮使下冲芯杆升到最高位置,把下冲芯杆插入下冲芯杆的孔中(注意使下冲芯杆的缺口斜面对准下冲固定螺钉,并要插到底),最后旋紧下冲固定螺钉。 ②安装上冲:旋松上冲紧固螺母,把上冲芯杆插入上冲芯杆的孔中,要插到底,用扳手卡住上冲芯杆下部的六方,旋紧上冲紧固螺母。 ③安装中模:旋松中模固定螺钉,把中模拿平放入中模台板的孔中,同时使下冲进入中模的孔中,按到底然后旋紧中模固定螺钉。放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。 ④用手转动手轮,使上冲缓慢下降进入中模孔中,观察有无碰撞或摩擦现象,若发生碰撞或摩擦,则松开中模台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到上冲头进入中模时无碰撞或摩擦方为安装合格 。 (2)出片的调整转动手轮使下冲升到最高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片),若不齐则旋松蝶形螺钉,松开齿轮压板转动上调节齿轮,使下冲口面与中模平面相齐,然后仍将压板安上,旋紧蝶形螺钉。至此,用手摇动手轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。 (3)充填深度的调整(即药片重量的调整) 旋松蝶形螺钉,松开齿轮压板。转动下调 节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻)。调好后仍将齿轮压板安上,旋紧蝶形螺钉。 (4)压力的调整(即药片硬度的调整) 旋松连杆锁紧螺母、转动上冲芯杆。向左转使 上冲芯杆向下移动,则压力加大,压出的药片硬度增加;反之,向右转则压力减少,药片硬度降低。调好后用扳手卡住上冲芯杆下部的六方,仍将连杆锁紧螺母锁紧。至此,冲模的调整基本完成,再启动电机试压十余片,检查片重,硬度和表面光洁度等质量如合格,即可投料生产。在生产过程中,仍须随时检查药片质量,及时调整。 (5)模的拆卸
①拆卸上冲:旋松上冲紧固螺母,即可将上冲芯杆拔出,若咬合较紧,可用手钳夹住上冲芯杆将其拔出,但要注意不可损伤冲头棱刃。 ②拆卸中模:旋松中模固定螺钉,旋下下冲固定螺钉,旋松蝶形螺钉,松开齿轮压板。转动调节齿轮使下冲芯杆上升约10mm, 轻轻转动手轮,使下冲芯杆将中模顶出一部分,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬顶,以免损坏机件。这时须拆下中模台板再取出中模。 ③拆卸下冲:先旋下下冲固定螺钉,再转动手轮使下冲芯杆升到最高位置,即可用手拔出下冲芯杆。若配合紧密,可用手钳夹出(注意不要损伤冲头棱刃)。 ④冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10mm, 转动手轮使下冲芯杆升到最高位置时,其顶端不高于中模台板的底面即可(这一步不要忽略,以免再次使用时发生下冲芯杆与中模顶撞的事故)。最后仍将下冲固定螺钉旋上。 2.维护保养 (1)各运动机件摩擦面的润滑是保证机器正常运转和延长使用寿命的重要环节,特别是各主要运动件若在缺油情况下干转会迅速损坏而不能使用,因此压片机在使用前必须将全部油杯、油孔和摩擦面加上润滑油,并空车运转使各摩擦面布满油膜,然后方可投入使用。今后每班按时加油,但每次加油也不可过多,以免溢出影响清洁,沾污药片。 (2)每班前均须检查各螺钉是否松动,在工作过程中也应经常注意检查,如有松动立即旋紧,以免发生故障。其主要部位有:上冲紧固螺母、中模固定螺钉、下冲固定螺钉,连杆锁紧螺母,升降叉锁紧螺母(2只)、蝶形螺钉,中模台板固定螺钉(2只)。 (3)冲模是否完好直接影响到片剂的外观是否合格,因此每次使用完毕,必须将冲模擦 拭干净,并置于润滑油中保存。 二、旋转式压片机 ( 一 )认识设备 1.设备结构
旋转式压片机的主要工作机构如图9-4所示,
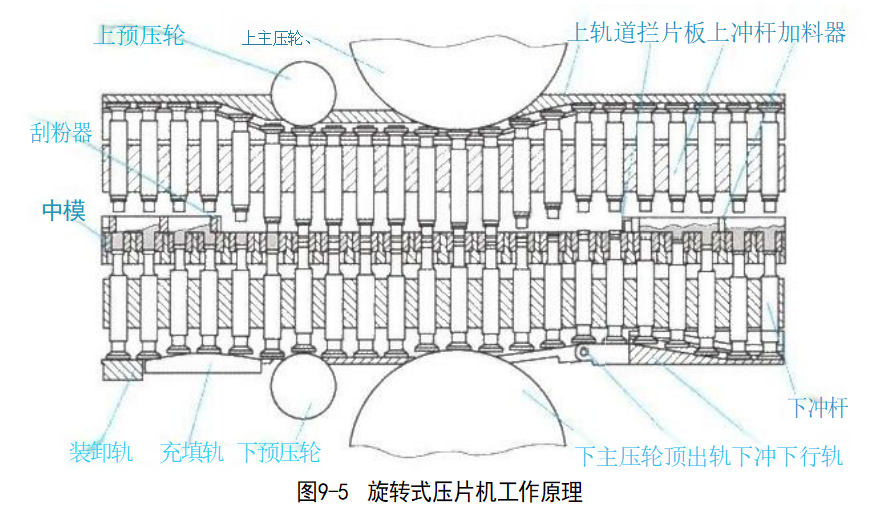
2.工作原理 旋转式压片机的压片流程如图9-5所示。充填:下冲转到饲粉器之下时,颗粒填入模孔,当下冲转动到片重调节器上面时,再上升到适宜高度,经刮粉器将多余的颗粒刮去。压片:当下冲转动至下压轮的上面,上冲转动到上压轮的下面时,两冲之间的距离最小,将颗粒压缩成片。推片:压片后,上下冲分别沿轨道上升和下降,当下冲转动至推片调节器的上方时,下冲抬起并与转台中层的上缘相平,药片被刮粉器推出模孔导入容器中,如此反复进行。
3.压片特点 旋转式压片机的饲粉方式相对合理,片重差异较小,由上下相对加压,压力分布均匀,生产效率较高,最大产量8万~10万片/h。 (二)操作设备 1.准备模具 从润滑油中取出冲模,用油布擦净,并用酒精消毒备用。由于冲模的质量直接影响到片剂的外观,所以在安装前还必须检查冲模是否完好,尤其是冲头是否有磨损。 2.组装压片机 (1)安装中模圈:将转台上中模固定螺钉逐个旋松,使中模装入时与固定螺钉的头部不相碰为宜。将中模平稳放置在转台上,将打棒穿入上冲孔,向下锤击中模将其轻轻打入,使中模上端与转台平面相平,然后将固定螺钉旋紧。 (2)安装上冲:拆下上冲外罩、上平行盖板和嵌轨,将上冲芯杆插入,检查冲头进入中模的情况。如上下滑动灵活,无卡阻现象,即可转动手轮安装下一个,待全部安装完毕,将嵌轨、上平行盖板、上冲外罩装上。 (3)安装下冲:打开机器侧面的不锈钢外罩,将下冲嵌轨移出,小心地将下冲嵌轨送入嵌轨孔。转动手轮,依次装入下冲,安装完毕后将嵌板盖好并锁紧。转动手轮1~2圈,如 能旋转顺畅,合上手柄,盖好不锈钢外罩。 (4)安装加料器:将月形栅式回流加料器置于中模转台上用螺钉固定锁紧。 (5)安装加料斗:将加料斗从机器上部放入,将颗粒流旋钮调至中间位置。 3.调试压片机 压片机安装完毕,手动运转确认无误后,关上玻璃罩,进行试压片。试压过程中调节片重调节器和压力调节器至片重和硬度符合要求,随后进行正式压片。压片过程中定时检查片 重和硬度,并随时观察片剂外观,做好记录。 4.清场 (1)将剩余物料收集,交中间站,称量贴签,标明状态,并填写好记录。 (2)清洁并保养设备。 (3)对场地、用具、容器进行清洁消毒,经QA 人员检查合格,发清场合格证。
|