|
|
|
硬胶囊机的使用与维护
发布时间:2025/2/19 浏览次数:66
一 、认识设备 ( 一 )设备结构 全自动胶囊填充机的结构由空胶囊下料装置、胶囊分送装置、粉剂下料装置、计量盘机构、胶囊充填封合机构、箱内主传动机构和电器控制系统等组成,如图8-1、图8-2所示。 (1)空胶囊下料装置:由料斗与输送管路组成,主要储存空胶囊并使空胶囊逐个竖直进入胶囊分送装置。 (2)胶囊分送装置:使空胶囊进入分送装置的选送叉内,选送叉向下动作一次会送下六粒胶囊,并且胶帽在上。同时,真空分离系统把胶囊顺入到模块中,并将体帽分开。 (3)粉剂下料装置:由粉斗、粉斗螺杆、下料输送管等组成,主要在螺杆和搅拌作用下 把存储的粉剂有控制地送到计量盘上。 (4)计量盘机构:根据胶囊规格及装量所匹配的计量盘规格。粉剂在间歇旋转的计量盘内经过五次充填压实成药柱,并推入到下模块的胶囊内。 (5)胶囊充填封合机构:当药柱推入胶囊下胶囊体后,上模块的胶帽与下胶囊体扣合。 (6)箱内主传动机构:箱内通过电机、箱式福开森间歇回转机构、齿轮副、减速机构、凸轮副和链传机构完成执行工作所需动力,同时,变频电机达到变频调速功能。
(7)电器控制系统:由PLC 系统控制显示各胶囊充填的工艺要素。
(二)工作原理 全自动胶囊填充机主要工作原理是机器运转时,胶囊料斗内的胶囊会逐个地竖直进入分 送装置的定向装置内。空胶囊经定向排列后,囊帽向上落入囊板孔中。随后拔囊装置利用真 空将体帽分开。体帽错位后,胶囊体移至定量装置的下方,充填杆把压实的药柱推入到下模 块的胶囊内,未分开的胶囊被剔除装置排除。完成充填的胶囊体与胶囊帽扣合,随后经出囊口被推出。 二、操作设备 ( 一)准备工作 (1)检查各部件是否完好无损,并对各润滑部位加油。 (2)接通电源,将电控箱上空气开关拨向“合”的位置,控制板上的参数显示器亮起。 (3)按下真空启动触摸键“ON”, 真空泵启动检查其运行情况和旋转方向。 (4)本机使用气压在0.4~0.7MPa之间。 (二)调试和操作 (1)确认真空泵气泵旋转方向与箭头指向一致后,将速度旋扭 “R” 旋向低的位置。 (2)启动播囊电机。按下触摸键 “ON”, 旋动旋钮使播囊机构逐步升速,直至最高速, 运转应平稳无卡滞现象和不正常噪声。 (3)向料斗倒入空胶囊,先在低速试播囊,运转正常后逐步升速直至升至合适速度为 止。(速度取决于胶囊的质量。) (4)将下模板扣在转盘上,并给料斗加药,按下充填键 “ON” 即行对胶囊进行填充。 (5)将上模盖回已填充药粉的下模板,并将它们同时移向锁紧之位,使顶针正好插入模孔,让锁紧盖板转向下方,用脚轻踏脚踏阀,使胶囊锁紧并流入集囊箱。 (三)停机 (1)将速度旋钮 “R” 调至低速,按下真空泵关闭按钮 “OFF”, 真空泵停止运行,按播 囊触摸键 “OFF” 停止充填。 (2)关闭电源控制开关,各种参数显示板指示灯灭,停机完毕。 (3)停机后按照岗位工艺要求对整机进行清洁。 (四)维修与保养 (1)生产中注意油雾供给系统润滑,每隔2h观察油杯中机油,不足的要加油(一般 1~3min 喷出一滴油),并记录在保养卡上。 (2)每月生产前或停用后对该机整机检查一次,检查内容包括:气动系统、电路部分、 传动部分、油雾系统等。并记录在设备检修完成记录中。
三、胶囊充填岗位标准操作程序(示例) ( 一)准备工作 (1)岗位操作人员穿戴应符合人员卫生管理程序及工作服装管理程序规定,并按实际需要戴好防护用品(乳胶手套、3M口罩、护目镜等)。 (2)岗位操作人员到组长处领取批生产记录及生产状态标识卡,确认生产状态标识卡上的内容与实际生产内容一致。 (3)按批生产记录规定到模具间选择合适的模具,逐一检查模具的完好性,与模具管理员做交接,填写模具(零部件)领用记录,签名。 (4)岗位操作人员到生产用具储存间领取胶囊充填所需的筛网、吸尘器捕尘袋、容器等 用具,确认其完好、清洁并查看是否超过清洁有效期(清场合格证第三联),如超过清洁有 效期的,须重新清洁并经组长确认后才能使用,在生产前需用75%酒精消毒处理。 (5)确认批生产记录及相关文件齐全;确认工作环境的温湿度符合要求(温度 18~26℃,相对湿度45%~65%);确认生产所用机器及用具的清洁,无上一批次产品残 存物及相关文件;经组长确认模具规格后,将已清洁”标示牌更换为“运行”标示牌,按胶 囊填充机操作程序安装模具。 (6)按胶囊分选抛光机操作程序安装分选抛光机。 (7)确认安装过程中设备零件是否完整,所使用的工具是否已全部归位,设备内外有无遗漏工具。缺失或破损的零件需及时补充或更新,遗失工具应立即检查设备周边并报告组长,待组长确认后方可试机。用丝光毛巾蘸取75%的酒精擦拭机器接触药粉的部位并待其完 全挥发。 (8)岗位操作人员按批生产记录到中间站终混颗粒暂存区领取终混颗粒,核对指令、品 名、规格、批号、岗位、桶数、重量及绿色合格标签等,核对无误后复称重量并打印附于批生产记录上,并填写中间站交接记录。到存囊间领取规定规格的空胶囊,复核接收号、数量,无误后填写内包材暂存间交接记录,签名。 (9)填充机试机前必须手动盘动(充填杆进出计量盘两次以上),确认计量盘安装精度, 再转至点动,空机慢速运行一周,确认模具安装精度,最后恢复至自动,空机运行。试机过程中操作人员应注意设备运行状态(运行声响),发现异常立即停机检查,查明原因并解决后方可进行下一步操作。 (10)由组长进行区域卫生检查及核对物料后,岗位操作人员方可开始生产。 (11)校准电子天平,填写仪器校准记录,签名。 (二)充填 (1)按批生产记录由组长计算标准装量及装量范围,并经QA 人员复核,确认并签字后, 岗位操作人员方可进行装量调试。调试操作重点控制参数:空胶囊粒重(3次30粒空胶囊称重,求平均值),胶囊标准粒重(标准粒重=空胶囊粒重+标准装量),胶囊粒重范围(分为车间范围、公司范围),胶囊锁口。 调试装量时,以标准粒重为基准。胶囊锁口需锁紧,但需有余地,太紧会导致胶囊 瘪头。 (2)药粉加入少量到计量盘内,按胶囊填充机操作程序调整粒重,经QA人员首检合格 后,方可正常生产。正常生产中重点控制参数:机器运行速度(站/min 、粒/h), 胶囊粒重, 胶囊外观(锁口、瘪头、翘皮、抛帽)。 (3)岗位操作人员按胶囊分选抛光机操作程序进行操作,将胶囊分选抛光机连接在填充机出料口对半成品进行抛光和分选,在分选装置中通过清洁的压缩空气将装量轻微、空壳、碎片以及体帽分离的不良品胶囊收集到积存器内。开机前对生产出来的半成品进行胶囊分选 测试,确保将空胶囊及半壳吹出。 (4)抛光过程中,岗位操作人员要随时留意胶囊输送状况,防止胶囊在磨光机内堵塞造成不良品,避免不必要的损失。 (5)若胶囊半成品表面附着大量粉末,则在抛光过程中需根据抛光后胶囊表面的光洁度及润滑性,及时更换洁净的毛刷。 (6)正常生产过程中,按批生产记录要求,每半小时一次抽取规定的粒数,检查粒重、粒重差异。填写胶囊剂充填记录表,粒重最大偏差不得超出偏差极限,否则应立即停止生产, 重新调整粒重。待调整合格后,方可继续生产。测试样品不再返回半成品中,作为污粉处理。 合格的半成品装入内衬有两层洁净塑料袋的不锈钢桶中密闭保存,称重打印,计算收率。 (7)调整粒重生产的胶囊不再放入成品,生产结束后作为污粉处理。胶囊剂充填记录表中出现异常时,则应将出现异常情况的抽样点与前次抽样点区间内的胶囊取出,生产后作为 污粉处理。 (8)入站:充填抛光好的胶囊若需要进行检视则进入中间站待检视半成品暂存区,若不 需要检视则进入待包装半成品暂存区,且在装胶囊的不锈钢桶外均有明确标示,注明指令、 品名、规格、批号、岗位、生产日期、责任人,重量,并附重量打印记录及黄色待验标签。 填写中间站交接记录,签名。QA 人员抽样检验,检验合格后发放绿色合格标签。 (三)生产结束 (1)一个批号产品生产结束后,取出吸尘器、真空泵、充填计量盘、测试胶囊、调机胶囊及过滤袋中的药粉,称重,作为污粉交于组长,填写废弃物台账。综合药粉重量,平衡 物料。 (2)生产结束后,检查所使用的筛网、容器的完整性,如有异常,上报主管,对可能有异常的半成品集中处理。生产区域或设备将“运行”标示牌更换为“完好停车-待清洁”标 示牌。清洁则按清洁程序及所用设备清洁的SOP 清洁。清洁结束后将“完好停车-待清洁” 标示牌更换为“完好停车-已清洁”标示牌,取下生产状态标识卡及前批次清场合格证副本,填写清洁清场记录表,经QA 人员检查确认合格并发放清场合格证后,在操作间门挂上本批清场合格证副本(绿色第二联)。 (3)及时正确填写好批生产记录、设备使用记录、设备清洁记录、岗位清洁记录及其他 相关表单等,并将填写完整的批生产记录交于组长。 (4)关闭水、电、气开关或阀门并再次确认后,岗位操作人员方可离开生产现场。 (四)生产过程中所需填写的表单或记录 生产过程中所需填写的表单或记录如表8-1所示。 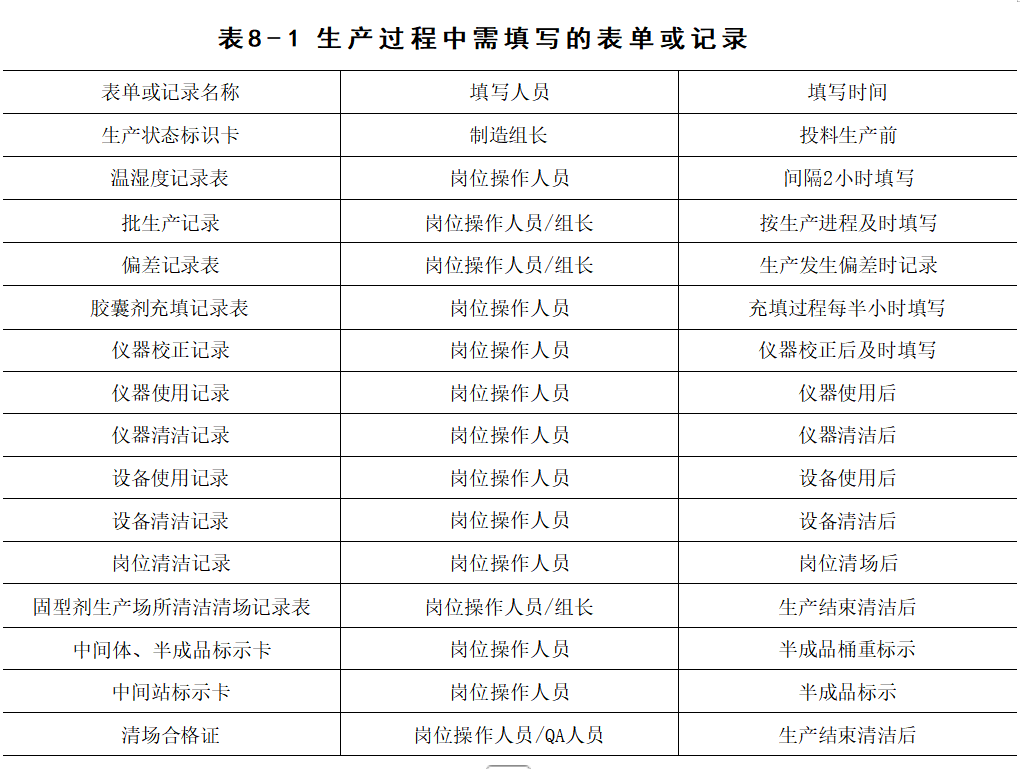
(五)胶囊充填过程中常出现的问题及解决方法 如表8-2所示为胶囊充填过程中常出现的问题及解决方法。 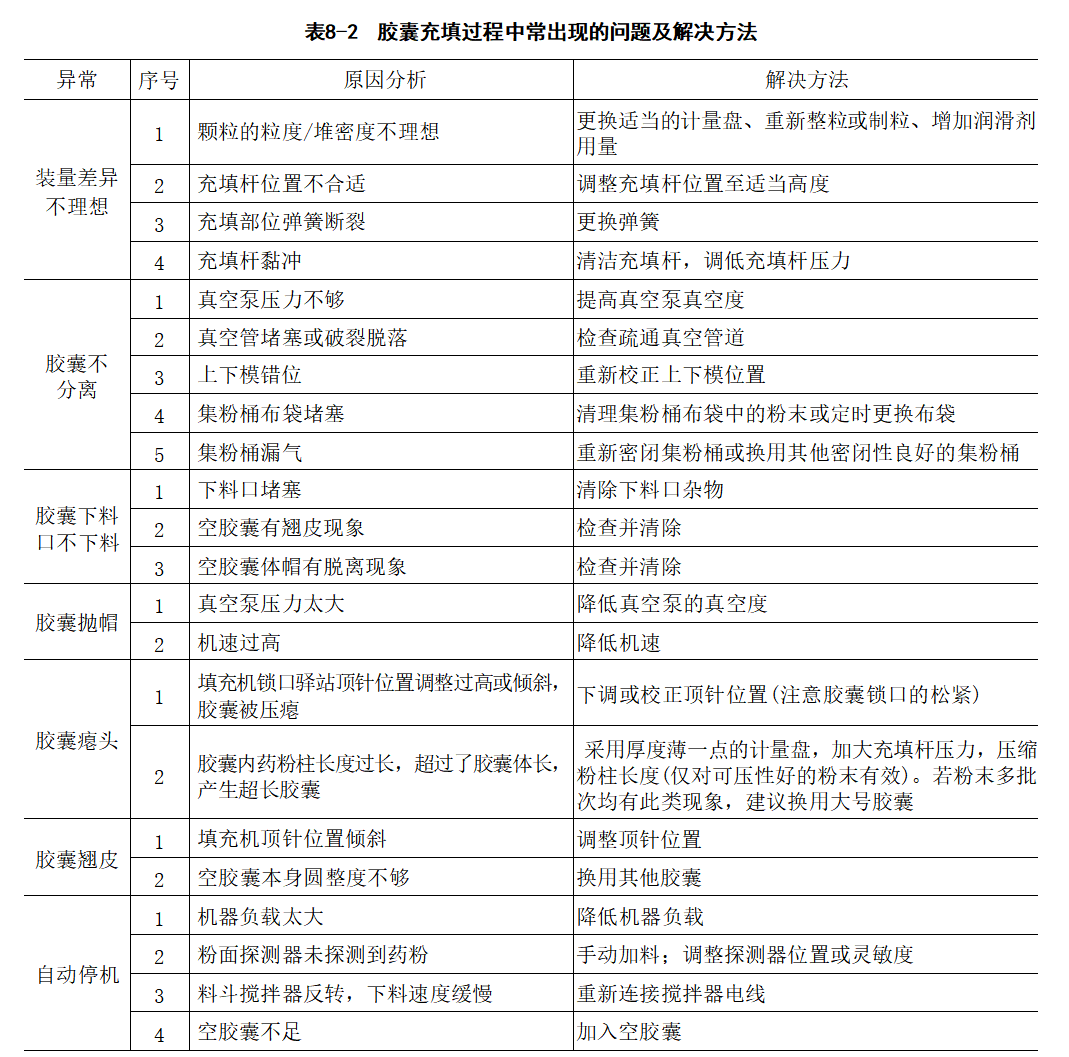
(六)胶囊抛光过程中常出现的问题及解决方法 如表8-3所示为胶囊抛光过程中常出现的问题及解决方法。 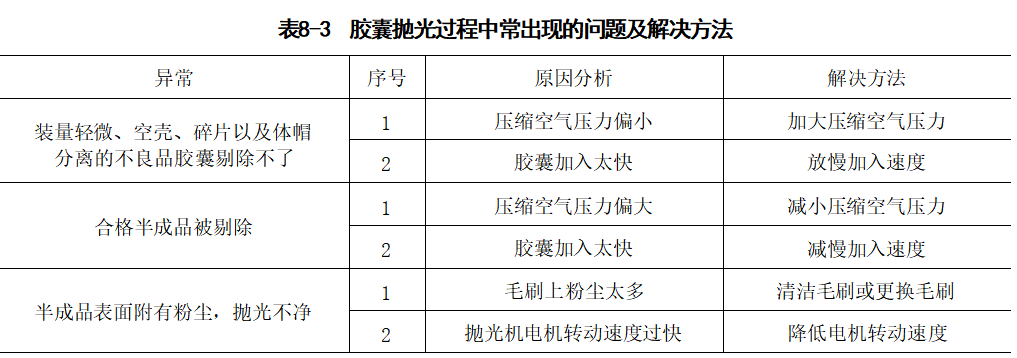
|

